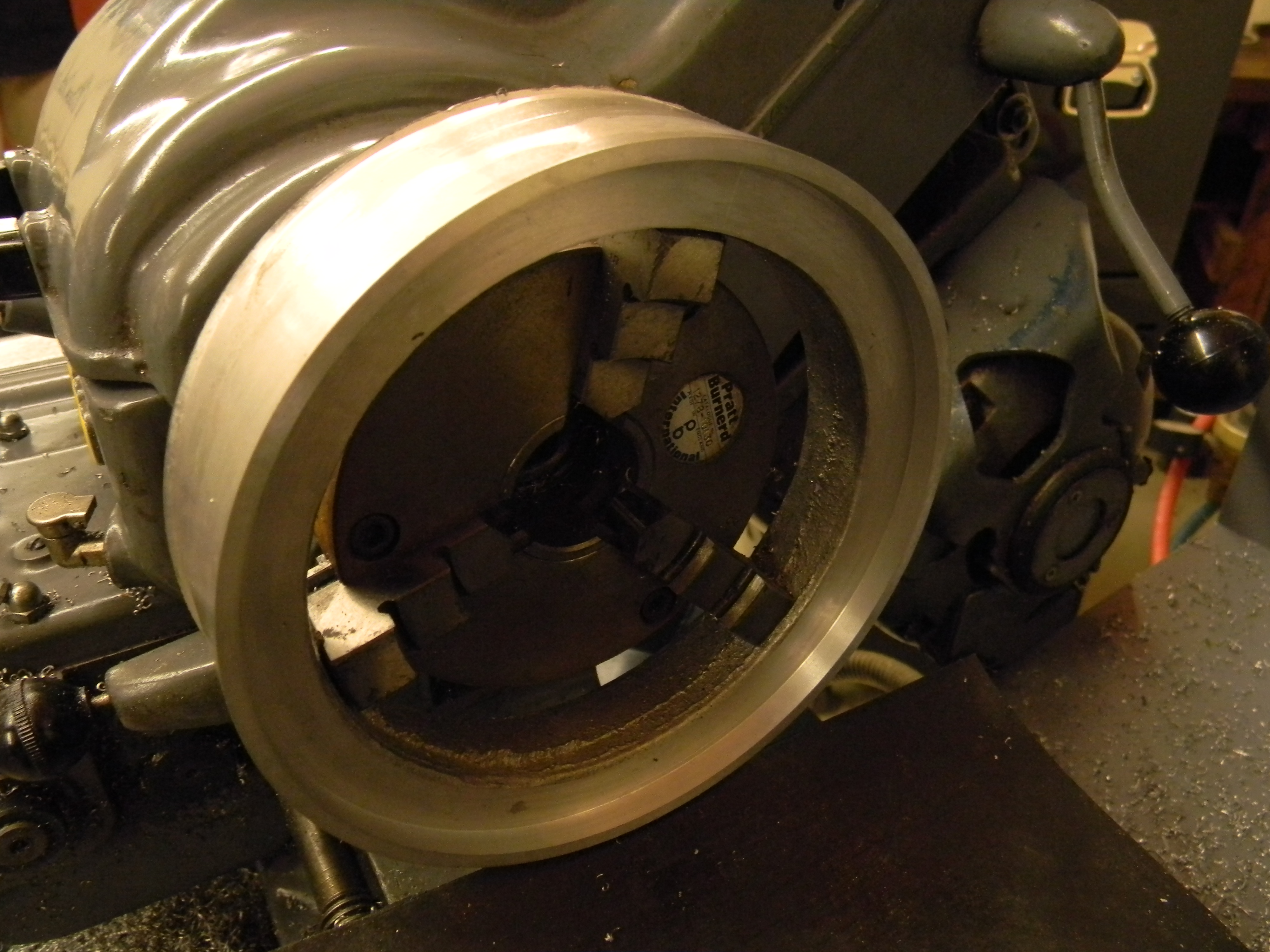
First off – a warning. Myford lathe chucks screw onto the mandrel, therefore DO NOT USE IN REVERSE, as I said I did last time.
 Now, here is the first photo. Why a boring bar in a vice? Well, the finish on the outside of the wheel was not the best (somewhere near the worst) so I brought along my biggest bar. Easy, put into a tool holder and carry on. Not so lucky. Had to take quite a few file strokes to get it down to a size to fit. At least I took it off the two sides adjacent to the holding slit!
Now, here is the first photo. Why a boring bar in a vice? Well, the finish on the outside of the wheel was not the best (somewhere near the worst) so I brought along my biggest bar. Easy, put into a tool holder and carry on. Not so lucky. Had to take quite a few file strokes to get it down to a size to fit. At least I took it off the two sides adjacent to the holding slit!
 Outside finished to size and an insert tool being used to bring the web clean and to then bring the rim to finished thickness. The depth of the web to the edge can then be determined and taken down to the required size.
Outside finished to size and an insert tool being used to bring the web clean and to then bring the rim to finished thickness. The depth of the web to the edge can then be determined and taken down to the required size.
 That’s it. One side of one wheel done. Will update again when all the other sides/wheels are finished and I can make a tool to take out the middle of the web.
That’s it. One side of one wheel done. Will update again when all the other sides/wheels are finished and I can make a tool to take out the middle of the web.
Don’t forget that the workshop is open to all our members. You can use it for any of your larger requirements. A Bridgeport mill has been acquired and will be installed shortly to fit alongside our larger lathe, for those of you who already have a Myford. Please note, I have cleaned up, good workshop practice to leave it ready for the next operator.
Just ask.
Alan Hooper